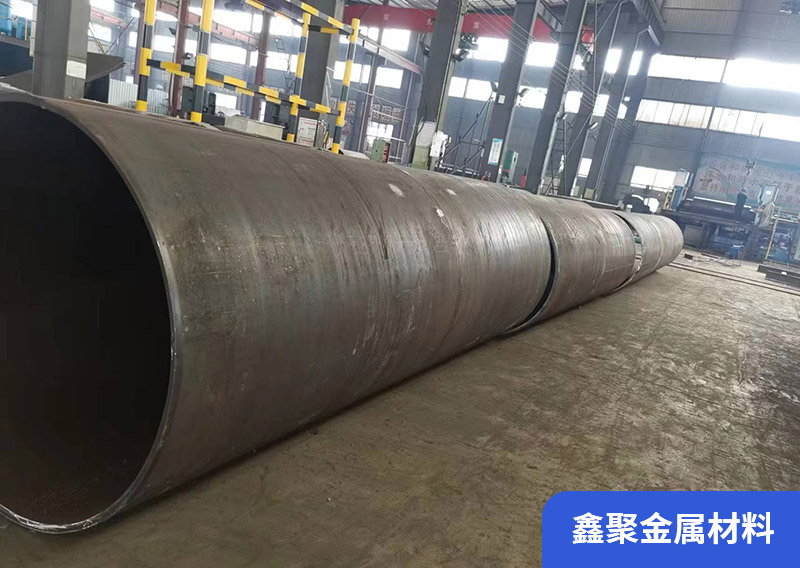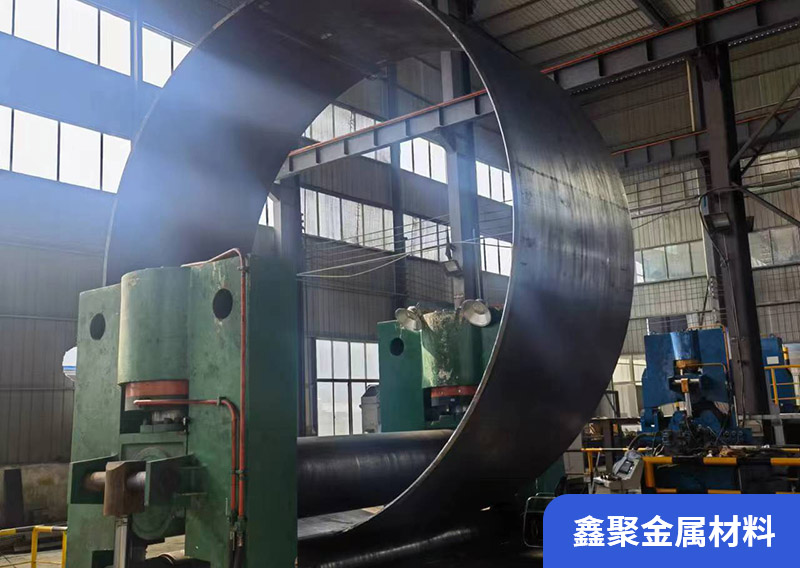

焊接工藝保證了卷筒焊縫的質量,保證卷筒的強度和剛度,一般焊接后需要對焊縫進行UT和MT探傷,檢驗焊接的質量;
車床加工保證卷筒的尺寸和公差滿足圖紙及產品的使用要求。
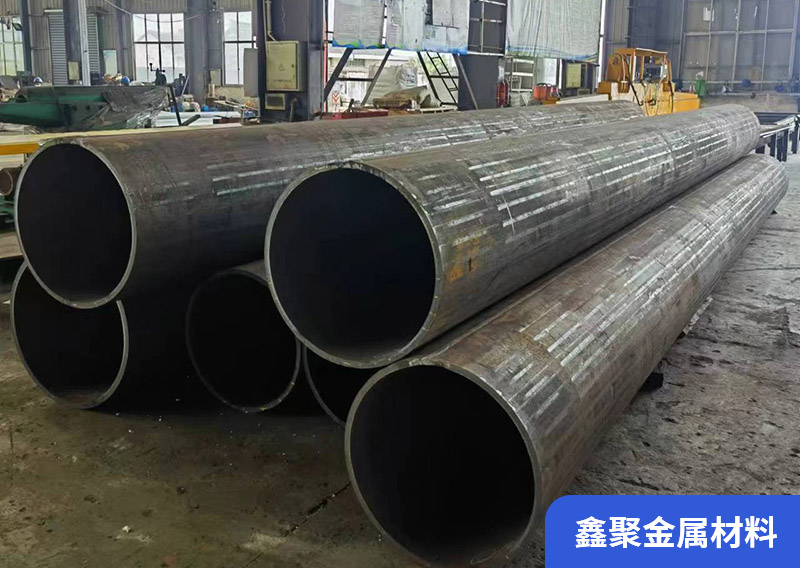
另有一些產品板厚超過了卷板機的卷制能力,需要采用加熱鋼板然后進行卷制的工藝。直徑?400左右板厚大于25,直徑?500左右板厚大于35,直徑?600左右板厚大于40,這些都需要鋼板熱卷。
")
鋼絲繩跳槽
原因分析:繩槽不耐磨、設計不匹配均會導致排繩混亂,嚴重時會導致鋼絲繩跳槽,使整個卷筒報廢。
切螺栓
原因分析:加工尺寸不合格,導致齒盤間隙配合不好,外在表現為切螺栓。
筒體變形
原因分析:厚度不合格,導致卷筒變形,產生安全隱患。