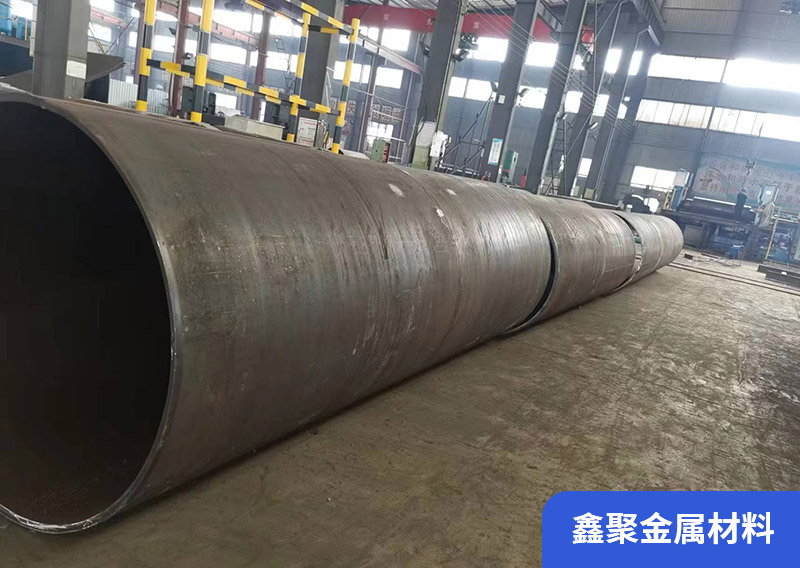

1. 選擇塑性好的材料
沖壓件的生產中,有些圓筒狀的加工需要材料具備良好的延伸性,半徑越大變形程度越大,材料越容易開裂,要選擇延伸率大的材料,例如不銹鋼、黃銅、鋁合金等材質的塑性較好。
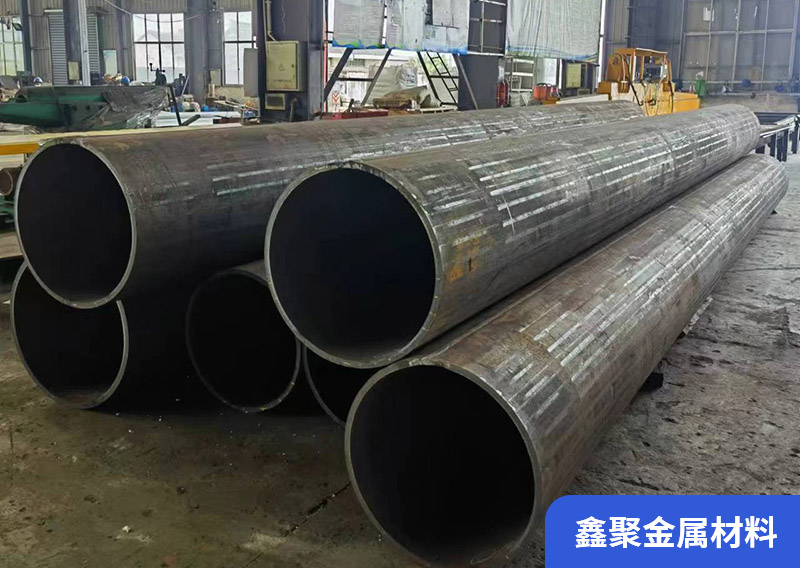
2. 大型卷圓加工直徑要合適
直徑的大小取決于軸壓模,直徑過小會影響穩定率,過大容易產生開裂現象,對成型工序影響很大。在金剛石切割彎曲中,直徑保持在20-50是合適的。
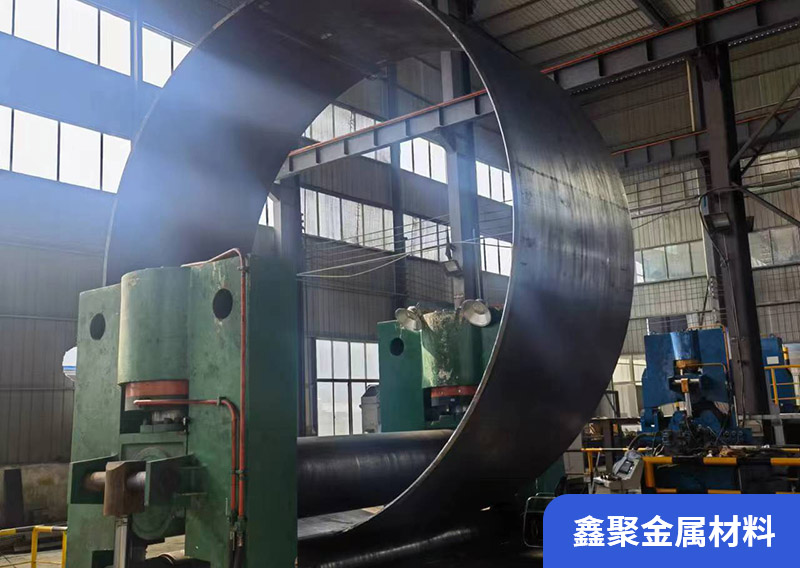
3. 注意管端的導向
沖壓卷圓工序使用到的模具有錐形模、圓角模或者槽形模,起到軸壓的作用。不同模具生產的質量是不一樣的,錐形模沖壓時容易產生滑動,使材料變形,要注意模具的半錐角,角度應大于60°,否則難以成型;圓角模要保持對中性,生產中會受到圓角的約束和導向,容易產生自由變形,廠家更偏向于槽形模,生產出來的產品質量高,但加工難度較大,成本較高,要根據沖壓件的質量要求來選擇。
4. 注重卷圓的形狀設計
對于鉸鏈形狀的五金件,常見的工序是先將毛坯前端頂彎,在進行卷圓,彎曲的弧度要在合適的范圍,調整模具的圓弧中心位置。