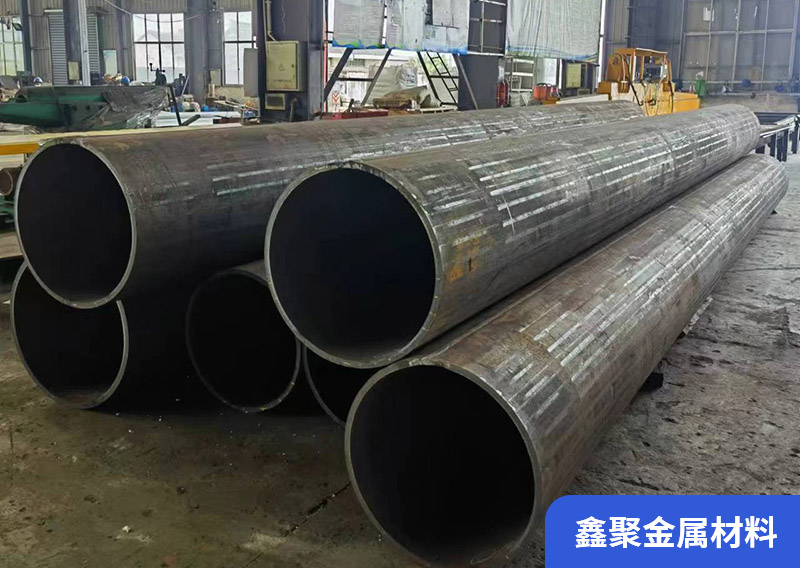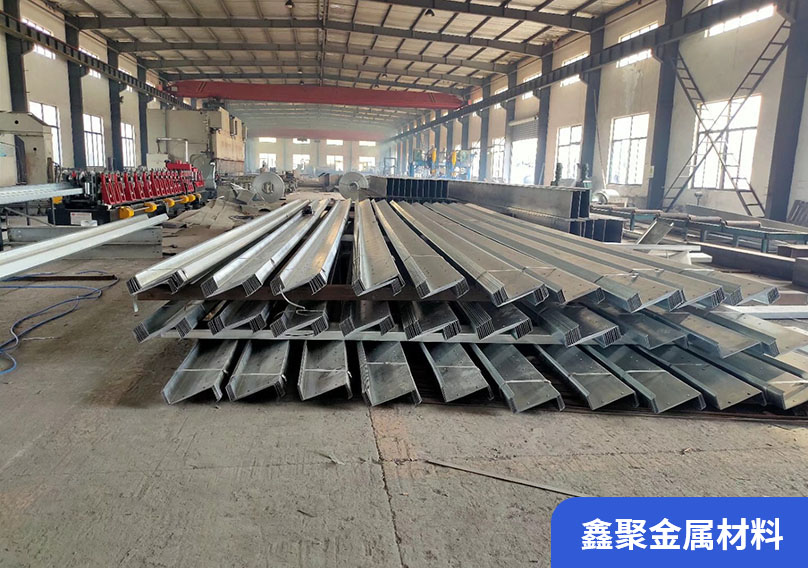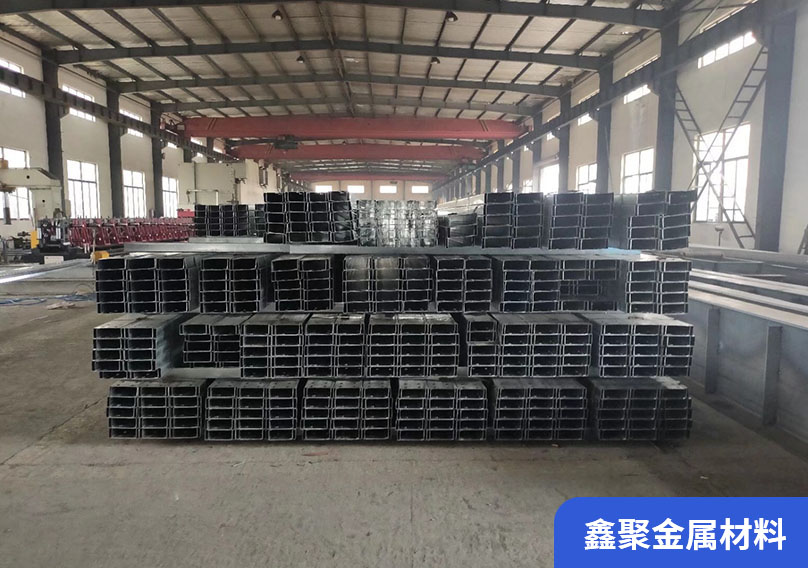

卷板機用于將鋼板卷制成圓柱或圓錐形筒體這個過程我們一般稱作卷筒加工或卷圓加工,卷板機是加工大直徑圓柱或圓錐形簡體的主要設(shè)備,普遍應(yīng)用于南通卷圓加工行業(yè)。卷板機生產(chǎn)效率的提高、耗費能源的減少和成本的降低對企業(yè)的經(jīng)濟效益和社會效益的取得至關(guān)重要,是業(yè)界始終追求的目標(biāo)。
1.傳統(tǒng)卷板機卷彎卷圓加工
對稱式三輥卷板機是實際中普遍應(yīng)用的一種卷板機,上輥是被動輥,可上下移動;下輥是主動輥,是固定輥,當(dāng)板料送人上下輥之間時,鋼板的下表面與兩個輥的高點相接觸,當(dāng)上輥下壓并超過材料的屈服極限時,板料便產(chǎn)生塑性變形。隨著3個輥軸的旋轉(zhuǎn),便形成一條弧線,這條弧線的外層纖維被拉伸,內(nèi)層被擠縮,中性層不變,這時鋼板被卷成圓筒。由于卷板機的三輥是對稱式的,在卷筒加工彎曲成型過程中,板材前后受力相對均勻,因此能夠較好的解決鋼板的彈復(fù)問題和精度問題。其缺點在于對稱式的卷板機不能彎卷板材的全部長度,板材兩端有約等于下輥中心距之半的長度仍然是直的。為了彎卷該直邊,可采用壓力機模壓預(yù)彎或用托板在卷板機內(nèi)預(yù)彎。但是該方法需要使用模具或托板等輔助工具,而且加工不同筒體輔助工具也不一樣,使得該方法卷制成本較高,生產(chǎn)率較低。另外一種方法是卷制時保留直邊,卷制結(jié)束后再加工掉,顯然該方法也會導(dǎo)致卷制成本提高,卷制生產(chǎn)率也較低。管卷圓")
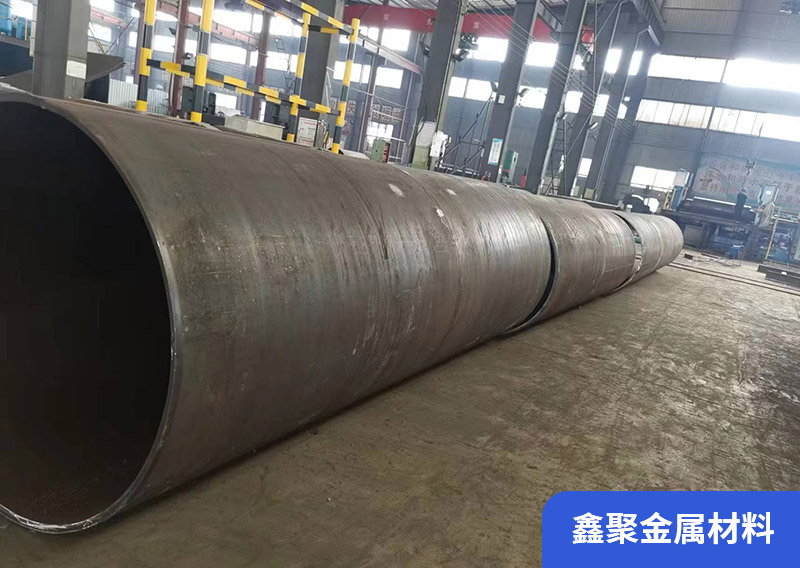
2.2 第二次卷制
將所示半成品筒體卷制成成品簡體,即直徑為D的圓筒。卷制時按直徑D計算上輥下壓量,但是必須考慮次卷制后鋼板材料存在硬化,材料的實際屈服極限比卷制前有所增加。
3 結(jié)論
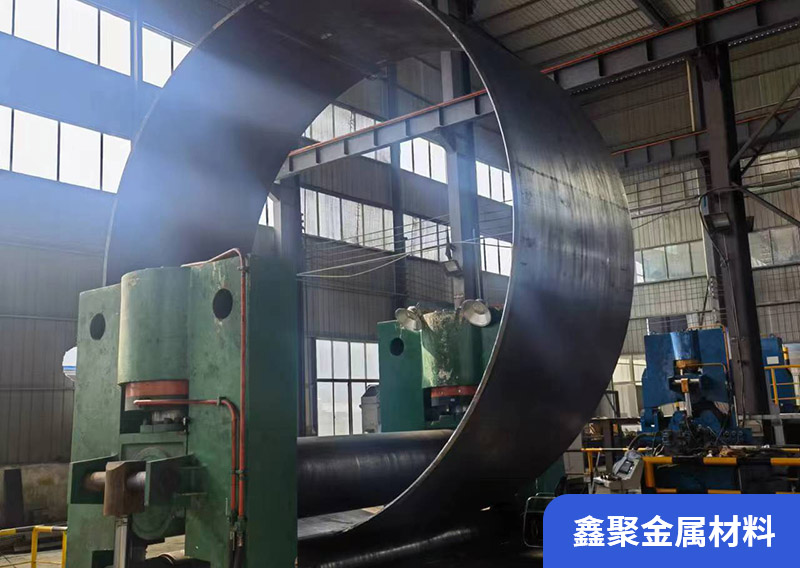
(1)實際在大型卷圓加工工作時,由于上輥下壓量的計算不準(zhǔn)確和材料特性參數(shù)有變化等原因,不論如何筒體都是多次卷制才能達到成品尺寸,所以本方法不會降低加工效率。由于不需要單獨彎卷直邊,加工效率反而會得到提高。同時,由于不需要使用模板或拖板等,成本也得到降低。
(2)該方法不需要使用輔助設(shè)備或工具,所以簡單易行,容易普及。
(3)計算次卷制筒體的半徑以及相應(yīng)上輥下壓量是至關(guān)重要的。由于該方法有著優(yōu)越的特點,所以已在部分企業(yè)中得到應(yīng)用。