
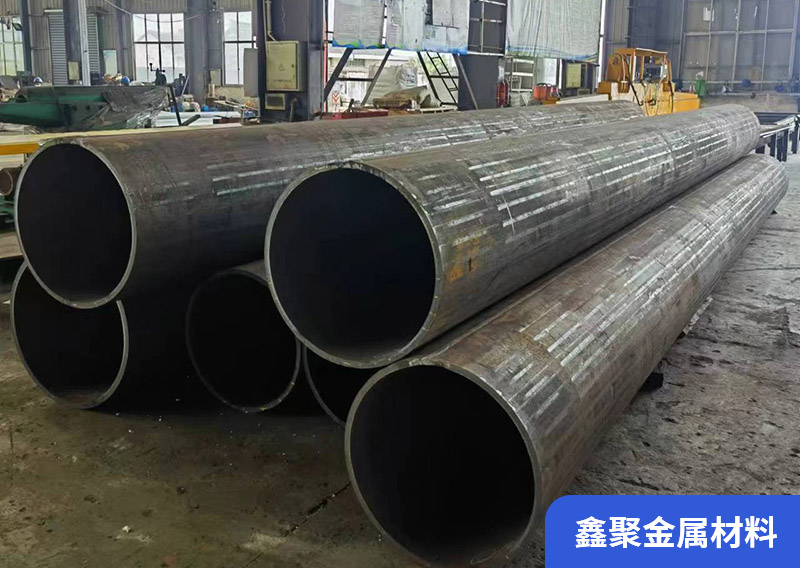
大型鋼板卷圓加工的產品中鋼板卷圓卷邊的加工要點主要表現在以下幾個方面:
(1)圓筒卷圓直徑不能太小或太大
采用軸壓模具進行圓筒卷圓,卷圓直徑不宜太小或太大,太小的卷圓直徑容易產生傳力區的失穩,反之,大型卷圓加工直徑容易產生變形區的開裂。
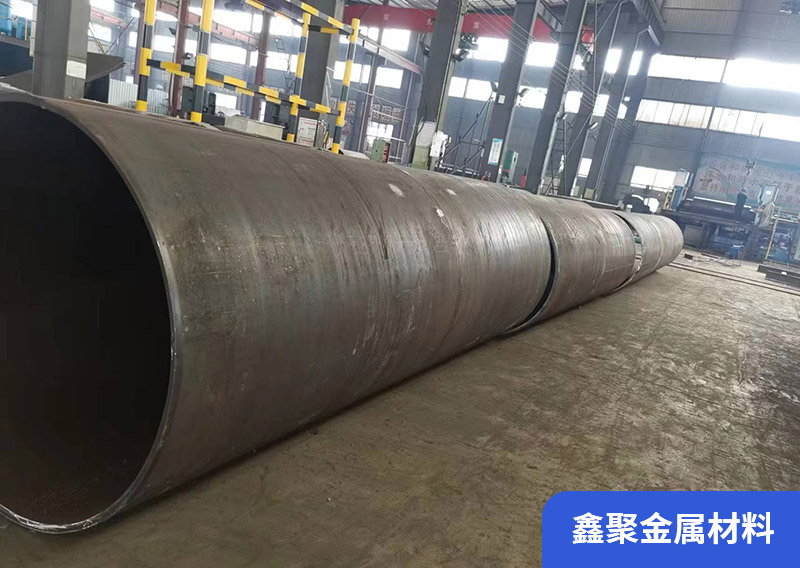
(2)圓筒卷圓相對直徑不宜過小
圓筒卷圓相對直徑對卷圓成形有很大影響。當相對直徑較大時(如大于50),軸壓圓筒卷圓容易產生金剛石失穩,當相對直徑較小時(如小于20),軸壓圓筒卷圓容易產生軸對稱失穩,一般地相對直徑介于20—50時,卷圓成形穩定,卷邊質量較好。
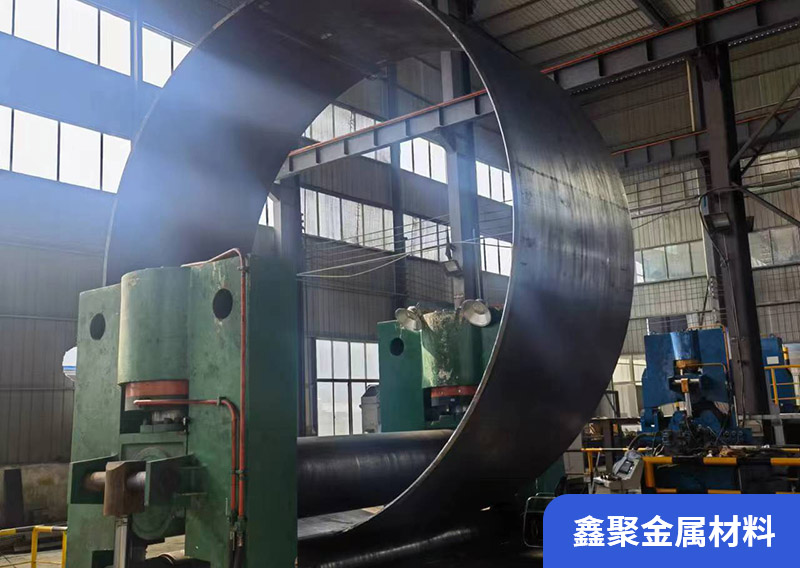
(3)卷圓加工質量要求較高時不能忽視管端的導向
圓管卷圓一般可以通過在錐形模、圓角模或槽形模上軸壓圓管實現。但它們得到的卷圓質量是不同的,錐形模由于卷圓時,管端容易滑動且是自由變形,管端不容易卷圓,但所用的模具形狀簡單,便于加工制造,錐形模實現卷圓的重要的工藝參數,就是模具的半錐角,當半錐角滿足下列關系時,才能實現卷圓。錐形模的半錐角應大于60度,否則小能實現卷圓。
用圓角模卷圓時,管坯對模具有較好的對中性,管端卷曲時受到模具圓角部分的約束和導向,卷圓質量相對錐形模的要好,但管端脫離模具圓角后自由變形,因此卷不圓的缺陷依然存在。當卷圓質量要求較高時,應采用槽形模。槽形模的特點是管坯能方便定位對中和強制管材變形,使卷圓完全按模具形狀來進行,因而卷圓質量較好,但槽形模加工困難,管材卷圓時摩擦阻力大,容易產生失穩,因此,模具圓弧面的表面粗糙度值應很高,通常應拋光。
(4)管材鋼板卷圓加工不應使用塑性不佳的材料
鋼板卷圓加工時,其管端承受較大的塑性伸長,當此塑性伸長超過材料的極限延伸率時,管端就產生開裂。卷圓半徑越大,變形程度越大,管端越容易開裂。因此,管材卷圓應使用塑性較好的材料,如純鋁及變形鋁合金管、黃銅管、低碳鋼管、奧氏體不銹鋼管。
新聞中心
大型鋼板卷圓加工中注意哪些因素
發布時間: 瀏覽:0次
上一篇:
大型卷圓加工設備的創新及發展趨勢
下一篇:
南通大型卷圓加工
相關產品/ products Show

大型卷圓加工

大型卷圓加工
大型卷圓加工

大型卷圓加工
大型卷圓加工
卷圓加工
相關新聞/ Related news
最新新聞
News Center


聯系我們:
151-9088-7468聯系人:陳經理 15190887468
聯系人:張經理 15051774219
郵箱:26739258@qq.com
地址:南通市通州區金沙街道新三園村55組
