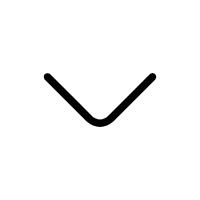

目前將鋼板卷制成圓筒體這個卷圓加工過程一般在三輥卷板機上進行,通常大型卷圓加工有以下兩種方法:一種是預留長度法,即在筒體材料展開尺寸的基礎上增加一定的長度,該長度由三輥卷板機兩個主動輪間距以及所加工筒體的直徑確定。該南通卷圓加工工藝過程是:劃線下料、劃線打樣沖眼(后序中割掉工藝預留材料的長度參考值,距兩端長度均等)、上料(即在卷板機上找正安裝)、滾圓、氣割(割掉工藝預留材料長度)、打坡口、修正錯邊及錯口量、定型焊接、卸料、焊接、二次上卷板機滾圓。該工藝的主要缺點是需要預留鋼板長度、造成很大材料浪費。
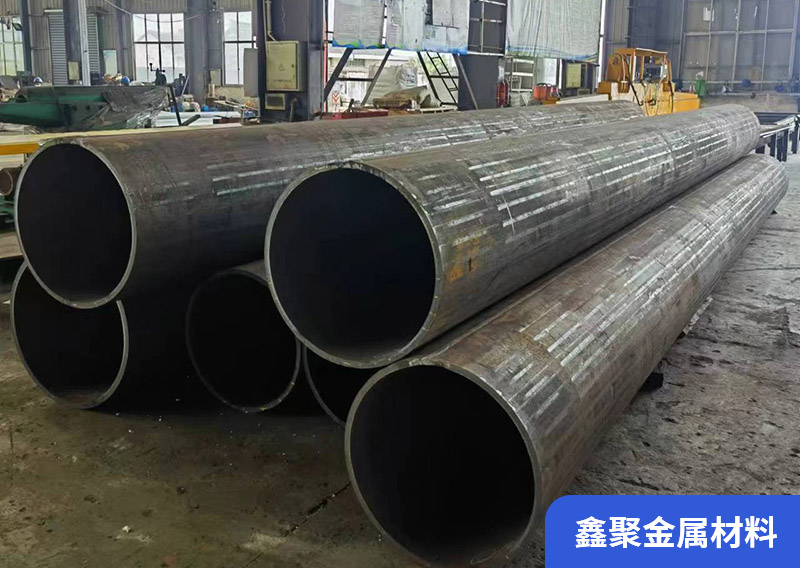
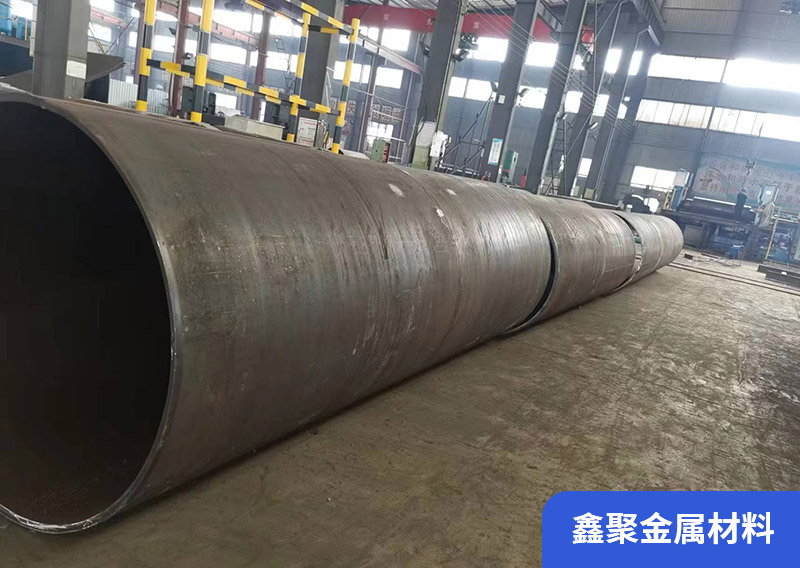
另一種方法是用模具預彎法,即在按筒體展開凈料尺寸下成的板料兩端用專用模具進行折彎,然后再到卷板機上卷圓。卷圓加工工藝過程是:劃線下料、打坡口、調整安裝工具、預折彎、上料(在卷板機上找正安裝)、滾彎、電焊、滾圓。該工藝缺點是預折彎需要專用模具及合適的油壓機,模具的通用性受筒體直徑、板厚及寬度影響,筒體制造直徑不同所需的模具也不同,制作費用較大,且在預折彎工序,安裝模具調整時間較長,預彎時又增加了操作者的勞動量。
新聞中心
常用的兩種大型卷圓加工方法分析
發布時間: 瀏覽:0次
上一篇:
大型卷圓加工過程中矯圓的操作步驟是?
相關產品/ products Show

大型卷圓加工

大型卷圓加工
大型卷圓加工

大型卷圓加工
大型卷圓加工
卷圓加工
相關新聞/ Related news
最新新聞
News Center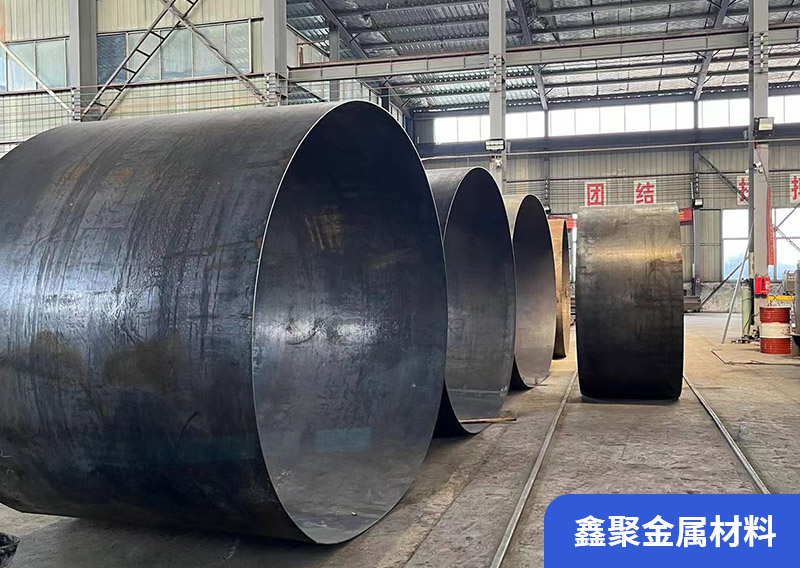


聯系我們:
151-9088-7468聯系人:陳經理 15190887468
聯系人:張經理 15051774219
郵箱:26739258@qq.com
地址:南通市通州區金沙街道新三園村55組
