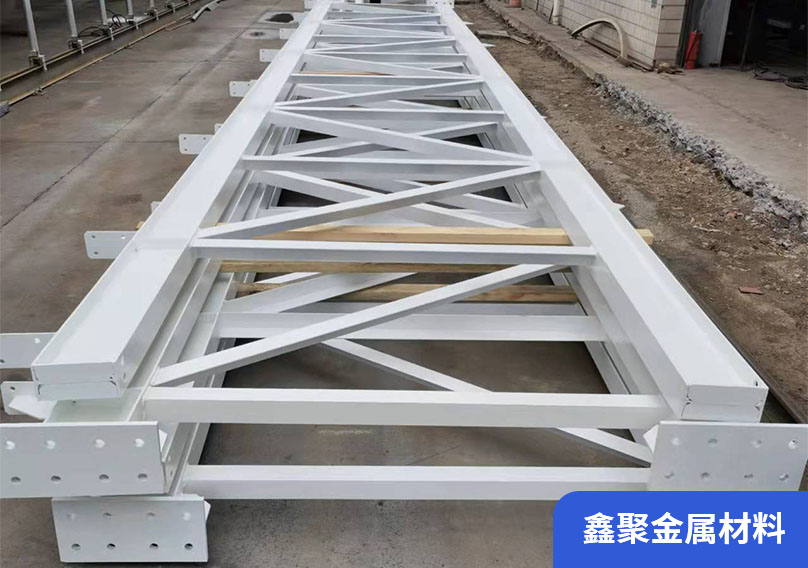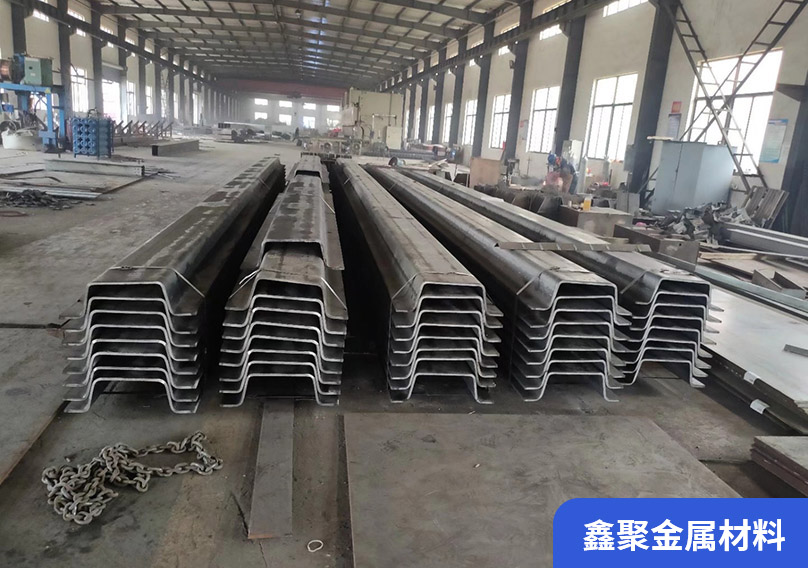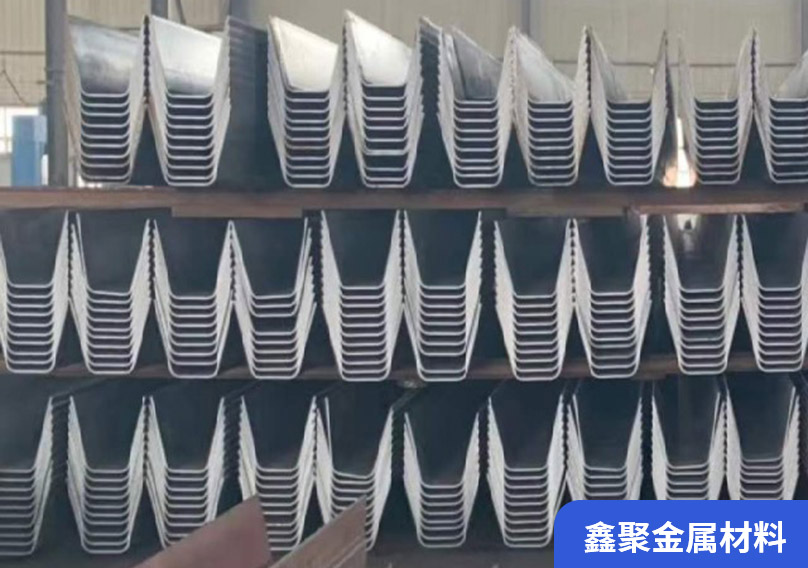

折彎機是一種應用很廣泛的彎曲成形設備,在板材加工過程中具有非常重要的作用。在數控折彎機上可以加工出不同形狀的折彎件,這些折彎件比軋制型材輕,且外形美觀。采用折彎件焊接成的構件,較同類鑄鋼件在質量上可以輕30%~50%,且制作簡單生產效率高。
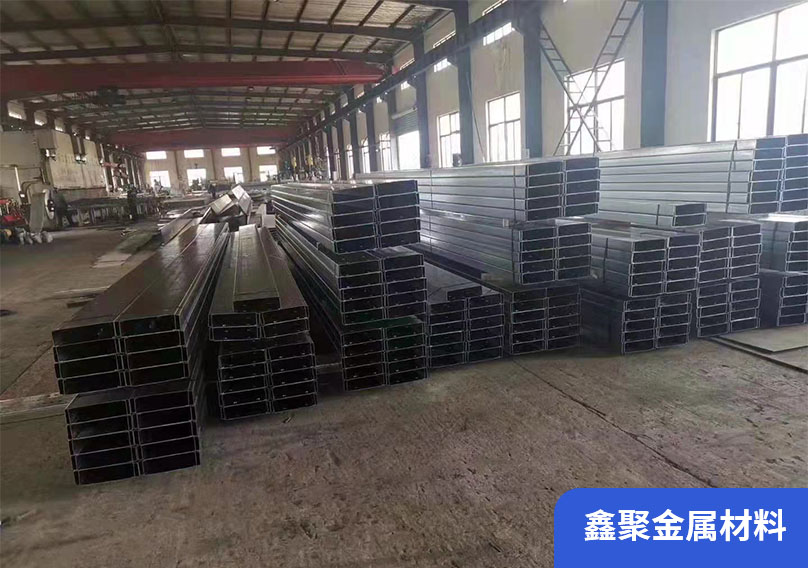
由于板料折彎機結構原理、機床自身制造精度、模具加工精度、被加工板材性能以及機床性能不穩定等方面的原因,大型折彎加工工件不可避免存在角度誤差、直線度誤差與邊長誤差。
1、折彎精度
板料折彎機的工作精度檢驗包含折彎角度和折彎直線度兩項內容。
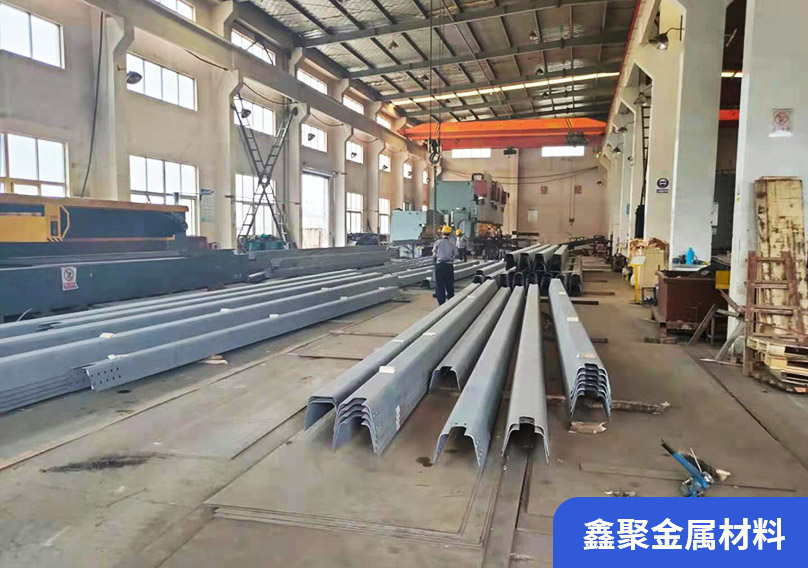
2、部分試件檢測

折彎機分為兩種折彎加工方式:一是壓底折彎;另一個是自由折彎。該型折彎機采用液壓補償的方式來提高工作臺的剛性,數控系統會根據折彎力的大小自動補償工作臺的撓曲變形,但補償量很難把握得準,主要是因為傳統的方法都是將折彎機簡化成梁結構再進行理論力學計算,折彎力隨著工件角度的變化而變化,合適的補償時機也成為影響精度的原因之
與試件精度直接相關的部件就是折彎機的滑塊與工作臺,大多數人認為折彎加工精度不高的直接原因是機床本體采用焊接方式,這種生產方式本身精度就不高,而且還容易產生焊接應力集中,雖經振動時效處理,但焊接應力不能完全消除,當裝機使用后,其殘余應力則會慢慢地釋放導致滑塊與工作臺彎曲變形。
究其原因,有以下三點:(1)長途運輸造成了滑塊與工作臺的彎曲變形;(2)滑塊設計剛度不足導致了滑塊的彎曲變形;(3)滑塊的自身重力使滑塊在加工過程中無法確定其正確位置而導致滑塊加工后外凸彎曲變形。
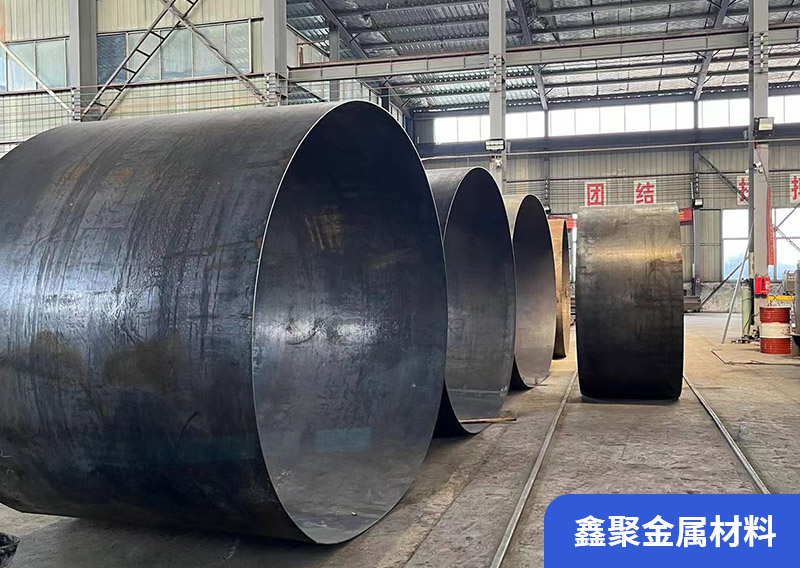
被加工板材多為普通鋼板,板料加工中不可避免地存在回彈現象,這是由于塑性變形使彎曲件離開模具后發生形狀與尺寸的改變,所以大型折彎加工廠家下模的開口必須考慮鋼板的回彈,這也是影響精度的因素之一。