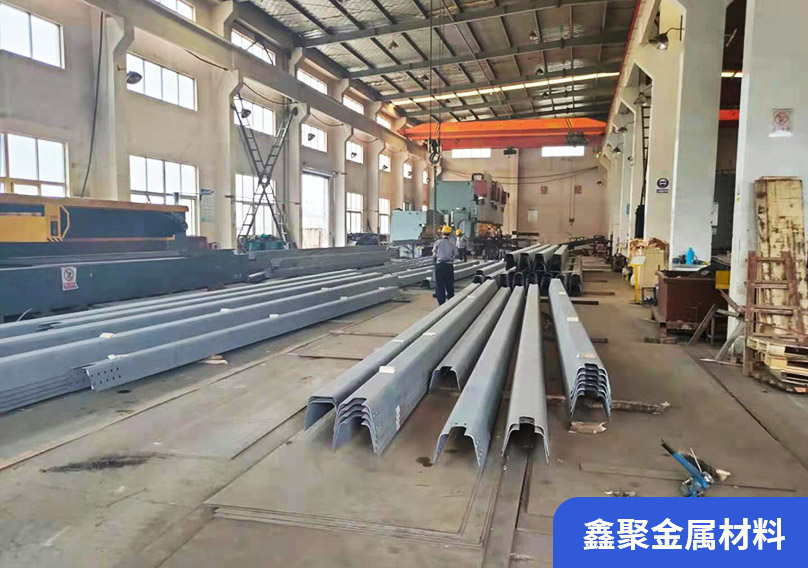

鈑金折彎金屬板材的彎曲和成型是在彎板機上進行的,將要成型的工件放置在彎板機上,用升降杠桿將制動蹄片提起,工件滑動到適當的位置,然后將制動蹄片降低到要成型的工件上,通過對彎板機上的彎曲杠桿施力而實現金屬的彎曲成型。折彎半徑是成型金屬的延展性和厚度的函數。對鋁板材而言,金屬的彎曲半徑大于板材厚度。在彎曲過程中,由于有一定的回彈,大型折彎加工廠家金屬的折彎角會比要求的大一點。金屬板的彎曲是在金屬機加工車間進行的。
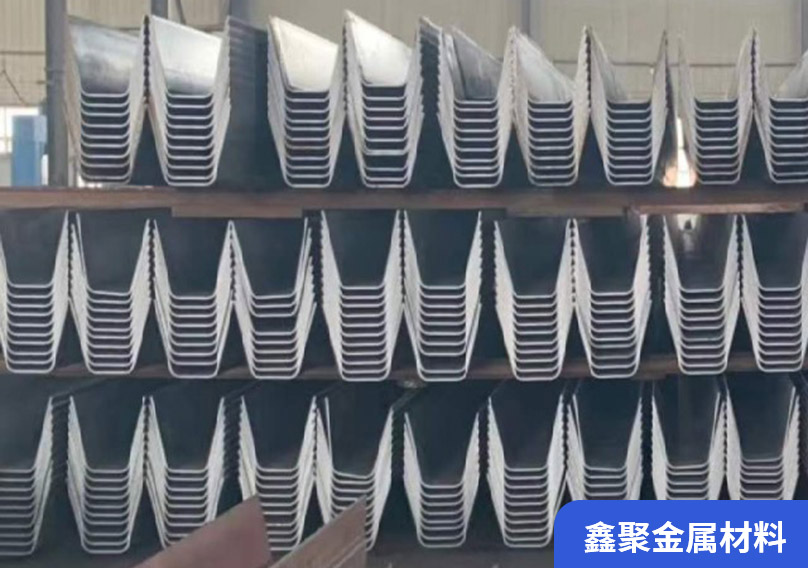
大型折彎加工由于板料的材質、厚度、長度和寬度的不同以及成形的形狀和角度的不同,壓力設備折彎機的噸位和尺寸也不同,上下模的高度、形狀、V振幅大小也不同,其特殊的模具形狀也不同。折彎過程可分為局部彎曲、閉合彎曲和壓花彎曲。
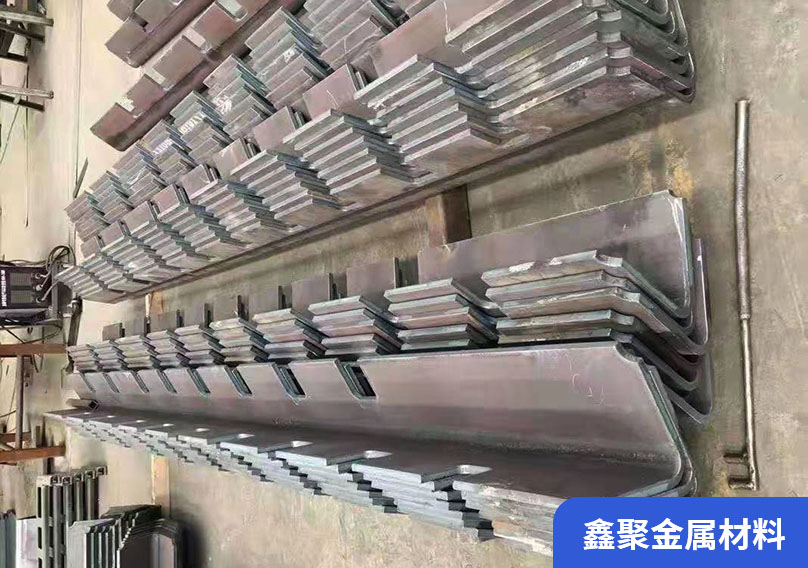
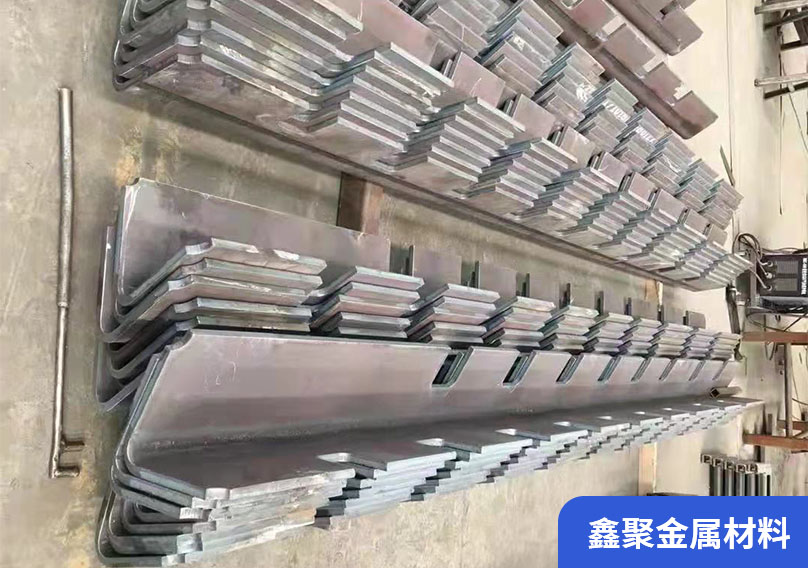
現代的鈑金折彎加工工藝要求鈑金折彎展開,折彎加工后無需后續切割或剪切類加工就可以成為理想的鈑金折彎件,這就要求計算鈑金折彎展開尺寸,并畫出折彎展開圖。
現在比較常規的計算方法是用截面中心層來計算展開長度,認為中心層是鈑金長度一直不變的一層,它的長度是鈑金展開的長度,它的位置正好在板厚的一半,對于一些要求精度不高的薄板大折彎角的零件,這種計算方法相對來說還是比較準確的,但是對于厚板小折彎角鈑金零件的折彎,由于其中心層長度并不是鈑金展開的長度,所以在下料后再折彎時,零件尺寸往往會偏大。